Strahlmittel-Entleerstation
Eine Entleerstation kann optional vor der Übergabe der Werkstücke an die nachfolgenden Fertigungsabläufe integriert werden.
An der Station werden die fertig gestrahlten Werkstücke aufgenommen und einmal um 360° gedreht. Das in Taschen oder Mulden zurückgebliebene Strahlmittel fällt hierbei einfach heraus, wird aufgefangen und dem Kreislauf der Strahlanlage wieder zugeführt. Nach dem Entleervorgang werden die Teile auf eine Abzugsrutsche gefördert und entladen oder für weitere Prozesse zur Verfügung gestellt. Auch die Integration in vollautomatische Abläufe ist problemlos möglich.
Anlagenentstaubung
Beim Strahlprozess entstehen durch den von den Werkstücken gelösten Rost und Zunder sowie durch zerbrochenes Strahlmittel Staub und größere Festpartikel, sogenanntes Unterkorn. Das Unterkorn wird in der Strahlmittelaufbereitung abgeschieden, die individuell auf verschiedene Strahlmittelsorten und Korngrößen einstellbar ist. Die Anlagenentstaubung besteht aus einem Prallabscheider und einem Patronenfilter. Der Prallabscheider separiert das mitgerissene Unterkorn und dient als zertifizierter Funkenabscheider, der alle ATEX-Vorschriften erfüllt.
Der Patronenfilter erzeugt den notwendigen Unterdruck, kann separat neben der Strahlanlage installiert werden und arbeitet mit automatischer Abreinigung durch Druckluftimpulse. Diese können abhängig von den Stäuben und der anfallenden Menge in Intensität und Dauer eingestellt werden. Alle Elemente der Filteranlage sind zündquellenfrei ausgeführt. Alternativ können auch Nassfilter für die notwendige Entstaubung eingesetzt werden. Dies ist zum Beispiel in der Aluminium-Druckgussbranche häufig der Fall.
Vibrorinne
Die Vibrorinne transportiert anstatt der Querschnecke das Strahlmittel von der Strahlkabine zum Becherwerk. Das in der Vibrorinne installierte Sieb trennt dabei grobe Verunreinigungen wie zum Beispiel Angüsse der Gussteile vom Strahlmittel. Es verhindert so bereits den Weitertransport durch das folgende Becherwerk. Für die Entstaubung der Vibrorinne sorgt die Anbindung an die zentrale Anlagenentstaubung.
Vibrosieb
Das Vibrosieb wird nach dem Strahlmittelreiniger eingesetzt und siebt Grobteile wie Flattergrate von Aluminium-Druckgusswerkstücken aus dem Strahlmittel heraus, damit diese den Strahlprozess nicht beeinträchtigen. Das Sieb wird oberhalb des Silos eingebaut. Es wird von zwei Vibromotoren angetrieben und ähnlich einem Rüttelsieb in Bewegung versetzt.
Mit der auf den Prozess abgestimmten Maschenweite werden ungewünschte Verunreinigungen gezielt herausgesiebt und über einen Fallschlauch automatisch in ein Behältnis abgeführt. So trägt das Vibrosieb effektiv dazu bei, sauberes Strahlmittel zu gewährleisten, welches für einen Strahlbetrieb ohne Unterbrechung notwendig ist. Seitliche Wartungsklappen ermöglichen einen leichten Zugang zum Sieb und somit eine einfache Wartung.
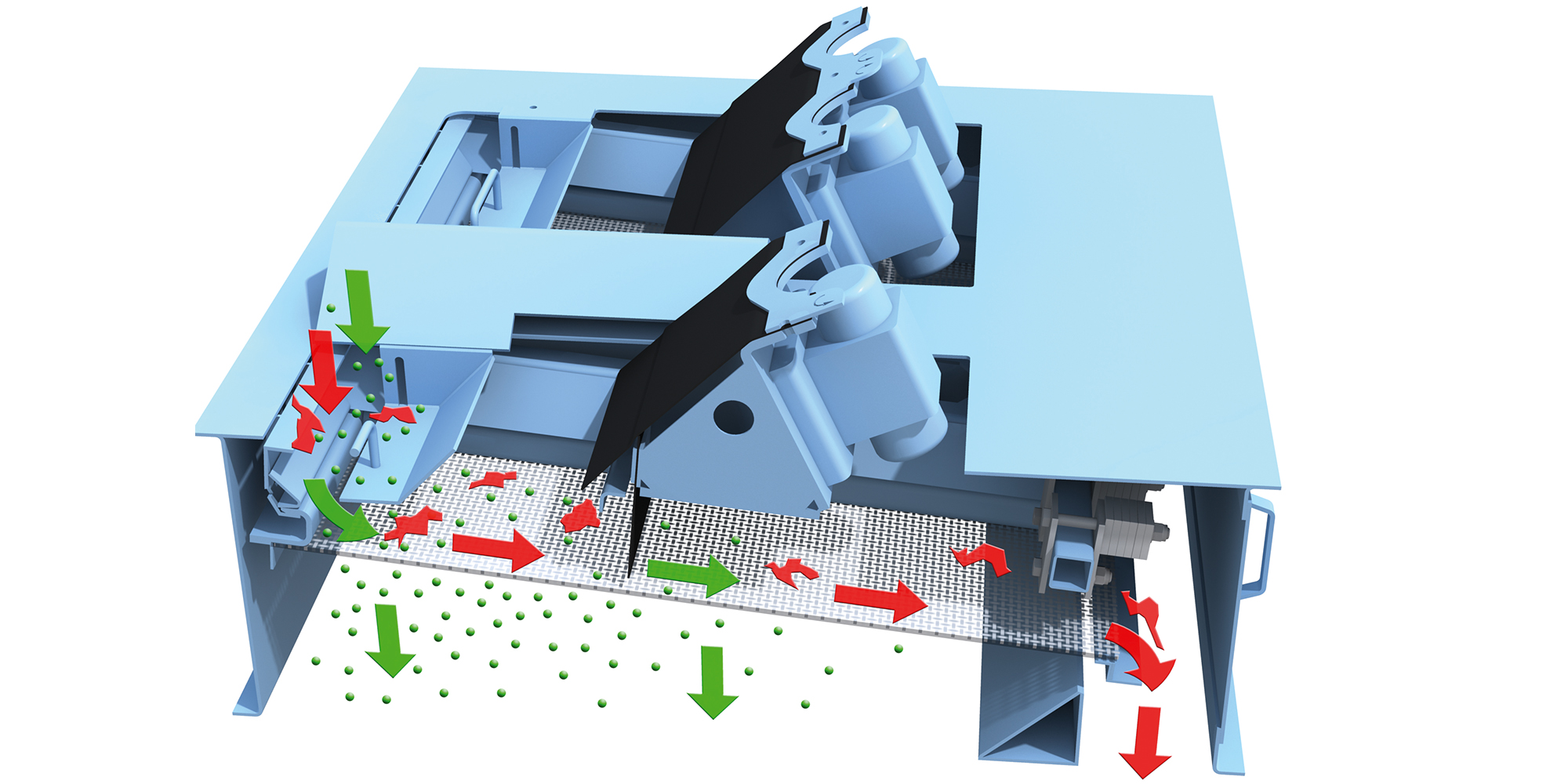
Magnetwindsichter
Der an Gussprodukten haftende Form- und Kernsand wird während des Strahlprozesses mit abgetragen. Da der Sand ausgesprochen abrasiv ist, muss er schnell und effizient vom Strahlmittel abgeschieden werden. Dies geschieht im optional erhältlichen Magnetwindsichter, der ferromagnetisches Strahlmittel und Verunreinigungen voneinander trennt: Zwei permanentmagnetische Scheidewalzen mit einstellbarem Magnetfeld und ein Siebkasten separieren Formsand bzw. Kernsand, Trennkorn-Unterkorn und das wiederzuverwendende Strahlmittel. So kann ein geringer Restanteil im Strahlmittel von 0,2 % des Gewichts erzielt werden. Dies sichert einen geringeren Verschleiß sowie Strahlmittelverbrauch und sorgt damit für eine höhere Wirtschaftlichkeit.



{kind=link}
{kind=link}
{kind=link}